Innrauð píkósekúndu leysigeislaskurðarbúnaður með tveimur kerfum fyrir vinnslu á ljósgleri/kvars/safír



Aðalbreyta
| Tegund leysigeisla | Innrauð píkósekúnda |
| Stærð palls | 700 × 1200 (mm) |
| 900 × 1400 (mm) | |
| Skurðurþykkt | 0,03-80 (mm) |
| Skurðarhraði | 0-1000 (mm/s) |
| Skurður á brún brots | <0,01 (mm) |
| Athugið: Hægt er að aðlaga stærð pallsins. | |
Lykilatriði
1. Mjög hraðvirk leysitækni:
Stuttir púlsar á píkósekúndustigi (10⁻¹²s) ásamt MOPA stillingartækni ná hámarksaflsþéttleika >10¹² W/cm².
Innrauð bylgjulengd (1064 nm) smýgur í gegnum gegnsæ efni með ólínulegri frásog og kemur í veg fyrir yfirborðseyðingu.
· Sérsniðið fjölfókus sjónkerfi býr til fjóra óháða vinnslupunkta samtímis.
2. Samstillingarkerfi með tveimur stöðvum:
· Tvöföld línuleg mótorstig með granítgrunni (staðsetningarnákvæmni: ±1μm).
· Skiptitími stöðvar <0,8 sekúndur, sem gerir kleift að framkvæma samsíða „vinnslu-hleðslu/afhleðslu“ aðgerðir.
· Óháð hitastýring (23 ± 0,5 °C) á hverja stöð tryggir langtíma stöðugleika í vinnslu.
3. Greind ferlisstýring:
· Innbyggður efnisgagnagrunnur (200+ glerbreytur) fyrir sjálfvirka breytusamræmingu.
· Rauntíma plasmavöktun aðlagar leysigeislaorkuna á kraftmikinn hátt (stillingarupplausn: 0,1 mJ).
· Lofttjaldvörn lágmarkar örsprungur á brúnum (<3μm).
Í dæmigerðu tilviki þar sem 0,5 mm þykkar safírflögur eru skornar, nær kerfið skurðarhraða upp á 300 mm/s með flísunarvídd <10 μm, sem er fimmfaldur munur á skilvirkni miðað við hefðbundnar aðferðir.
Vinnslukostir
1. Samþætt tvístöðva skurðar- og klofningarkerfi fyrir sveigjanlegan rekstur;
2. Háhraðavinnsla á flóknum rúmfræði eykur skilvirkni ferlisbreytinga;
3. Keilulausar skurðbrúnir með lágmarks flísun (<50μm) og öruggri meðhöndlun fyrir notanda;
4. Óaðfinnanleg umskipti milli vörulýsinga með innsæi í notkun;
5. Lágur rekstrarkostnaður, mikill ávöxtunarkrafa, neyslulaust og mengunarlaust ferli;
6. Engin myndun gjalls, úrgangsvökva eða skólps með tryggðri yfirborðsheilleika;
Dæmi um skjá
Dæmigert forrit
1. Framleiðsla neytenda raftækja:
· Nákvæm útlínuskurður á þrívíddargleri snjallsíma (nákvæmni R-horns: ±0,01 mm).
· Örgöt í safírglerjum úrs (lágmarksop: Ø0,3 mm).
· Frágangur á gegndræpum svæðum úr ljósgleri fyrir myndavélar undir skjánum.
2. Framleiðsla á ljósleiðaraíhlutum:
· Örbyggingarvinnsla fyrir AR/VR linsuröð (eiginleikastærð ≥20μm).
· Hornskorning á kvarsprismum fyrir leysigeisla (hornþol: ±15").
· Mótun sniðs innrauða sía (skurðarkeila <0,5°).
3. Umbúðir hálfleiðara:
· Glass through-via (TGV) vinnsla á skífustigi (hlutfallslega 1:10).
· Örrásaretsun á glerundirlagi fyrir örvökvaflísar (Ra <0,1μm).
· Tíðnistillingarskurðir fyrir MEMS kvarsóma.
Fyrir framleiðslu á LiDAR ljósgluggum í bílum gerir kerfið kleift að skera 2 mm þykkt kvarsgler með skurðhornréttni upp á 89,5 ± 0,3°, sem uppfyllir kröfur um titringsprófanir í bílaiðnaði.
Ferli umsókna
Sérhannað fyrir nákvæma skurð á brothættum/hörðum efnum, þar á meðal:
1. Staðlað gler og ljósgler (BK7, sambrædd kísil);
2. Kvarskristallar og safír undirlag;
3. Hert gler og ljósleiðarasíur
4. Spegilundirlag
Hægt að skera útlínur og bora innri holur með nákvæmni (lágmarksþvermál 0,3 mm)
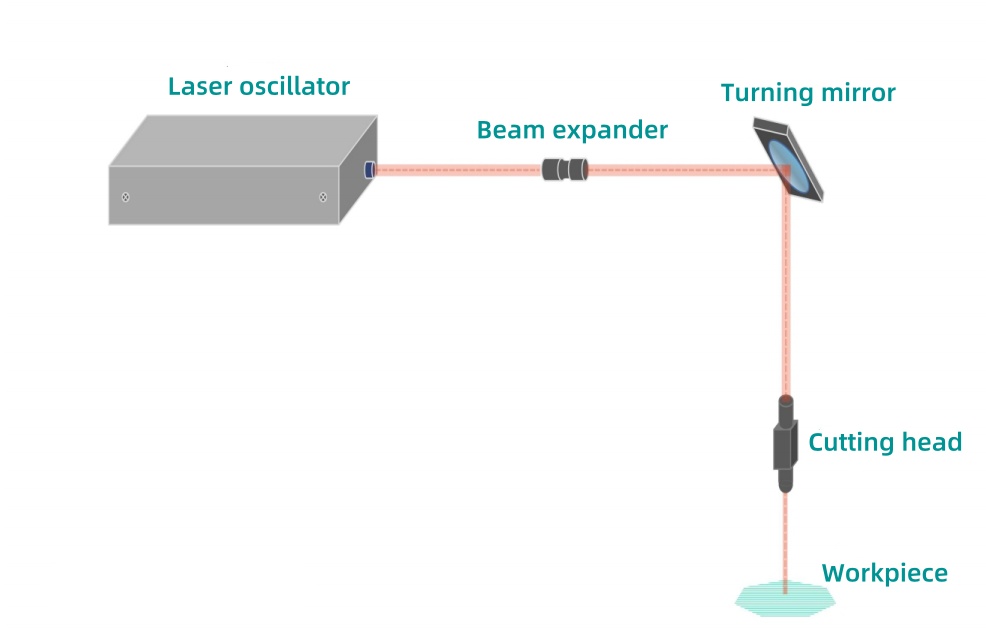
Meginregla um leysiskurð
Leysirinn býr til örstuttar púlsa með afar mikilli orku sem hafa samskipti við vinnustykkið innan femtósekúndu til píkósekúndu tímamarka. Við útbreiðslu geislans í gegnum efnið raskar hann spennubyggingu sinni og myndar míkrómetraþráðargöt. Bætt gatabil myndar stýrðar örsprungur sem sameinast klofnunartækni til að ná nákvæmri aðskilnaði.
Kostir leysiskurðar
1. Mikil sjálfvirkni samþætting (sameinuð skurðar-/klofningsvirkni) með lágri orkunotkun og einfölduðum rekstri;
2. Snertilaus vinnsla gerir kleift að ná fram einstökum möguleikum sem ekki er hægt að ná með hefðbundnum aðferðum;
3. Rekstrarlaus rekstur dregur úr rekstrarkostnaði og eykur umhverfislega sjálfbærni;
4. Yfirburða nákvæmni með núll keiluhorni og útrýming á aukaskemmdum á vinnustykki;
XKH býður upp á alhliða sérsniðna þjónustu fyrir leysiskurðarkerfi okkar, þar á meðal sérsniðnar stillingar á kerfum, sérhæfða þróun á ferlisbreytum og sértækar lausnir til að mæta einstökum framleiðslukröfum í ýmsum atvinnugreinum.