Skífuskurðartækni, sem er mikilvægt skref í framleiðsluferli hálfleiðara, tengist beint afköstum örgjörva, afköstum og framleiðslukostnaði.
#01 Bakgrunnur og mikilvægi vafraskurðar
1.1 Skilgreining á vafraskurði
Skífuskurður (einnig þekktur sem skurður) er nauðsynlegt skref í framleiðslu hálfleiðara og miðar að því að skipta unnum skífum í marga einstaka plötur. Þessir plötur innihalda yfirleitt alla rafrásarvirkni og eru kjarnaþættirnir sem að lokum eru notaðir í framleiðslu rafeindatækja. Þar sem hönnun örgjörva verður flóknari og stærðir halda áfram að minnka, verða nákvæmni og skilvirkni kröfur um skífuskurðartækni sífellt strangari.
Í reynd eru notuð nákvæm verkfæri eins og demantsblöð við skífuskurð til að tryggja að hver skífa haldist óskemmd og að fullu virk. Lykilatriði eru undirbúningur fyrir skurð, nákvæm stjórnun meðan á skurðarferlinu stendur og gæðaeftirlit eftir skurð.
Áður en skífan er skorin verður að merkja og staðsetja hana til að tryggja nákvæmar skurðarleiðir. Við skurð verður að hafa strangt eftirlit með breytum eins og verkfæraþrýstingi og hraða til að koma í veg fyrir skemmdir á skífunni. Eftir skurð eru framkvæmdar ítarlegar gæðaskoðanir til að tryggja að hver flís uppfylli afköstastaðla.
Grundvallarreglur skífuskurðartækni ná ekki aðeins til vals á skurðarbúnaði og stillingar á ferlisbreytum heldur einnig áhrifa vélrænna eiginleika og einkenna efnanna á skurðgæði. Til dæmis eru lág-k díelektrískar kísilskífur, vegna lakari vélrænna eiginleika, mjög viðkvæmar fyrir spennuþéttni við skurð, sem leiðir til bilana eins og flísunar og sprungna. Lítil hörka og brothættni lág-k efna gerir þau viðkvæmari fyrir burðarskemmdum við vélrænan kraft eða hitauppstreymi, sérstaklega við skurð. Snerting milli verkfærisins og yfirborðs skífunnar, ásamt háum hita, getur aukið enn frekar á spennuþéttni.

Með framförum í efnisfræði hefur tækni til að skera skífur stækkað út fyrir hefðbundna kísil-byggða hálfleiðara og inniheldur nú ný efni eins og gallíumnítríð (GaN). Þessi nýju efni, vegna hörku sinnar og byggingareiginleika, skapa nýjar áskoranir fyrir skeraferli og krefjast frekari úrbóta á skurðarverkfærum og tækni.
Sem mikilvægt ferli í hálfleiðaraiðnaðinum heldur áfram að vera fínstillt í samræmi við síbreytilegar kröfur og tækniframfarir, sem leggur grunninn að framtíðar örrafeindatækni og samþættum hringrásartækni.
Framfarir í tækni við skífuskurð fara lengra en þróun hjálparefna og verkfæra. Þær fela einnig í sér hagræðingu ferla, úrbætur á afköstum búnaðar og nákvæma stjórnun á skífuskurðarbreytum. Þessar framfarir miða að því að tryggja mikla nákvæmni, skilvirkni og stöðugleika í skífuskurðarferlinu og uppfylla þannig þarfir hálfleiðaraiðnaðarins fyrir minni víddir, meiri samþættingu og flóknari örgjörvabyggingar.
| umbótasvæði | Sérstakar ráðstafanir | Áhrif |
| Ferlabestun | - Bæta upphafsundirbúning, svo sem nákvæmari staðsetningu skífa og leiðaráætlun. | - Minnkaðu skurðarvillur og bættu stöðugleika. |
| - Lágmarka skurðarvillur og auka stöðugleika. | - Notið rauntíma eftirlits- og endurgjöfarkerfi til að stilla þrýsting, hraða og hitastig verkfæra. | |
| - Lækka brothlutfall skífa og bæta gæði flísanna. | ||
| Aukin afköst búnaðar | - Nota nákvæm vélræn kerfi og háþróaða sjálfvirka stjórntækni. | - Auka nákvæmni skurðar og draga úr efnissóun. |
| - Kynna leysiskurðartækni sem hentar fyrir skífur með miklu hörku. | - Bæta framleiðsluhagkvæmni og draga úr handvirkum mistökum. | |
| - Auka sjálfvirkni búnaðar fyrir sjálfvirka eftirlit og aðlögun. | ||
| Nákvæm breytustýring | - Fínstilltu breytur eins og skurðardýpt, hraða, gerð verkfæris og kælingaraðferðir. | - Tryggja heilleika deyja og rafmagnsafköst. |
| - Sérsníddu breytur út frá efni, þykkt og uppbyggingu skífunnar. | - Auka uppskeru, draga úr efnisúrgangi og lækka framleiðslukostnað. | |
| Stefnumótandi þýðing | - Stöðugt að kanna nýjar tæknilegar leiðir, hámarka ferla og auka getu búnaðar til að mæta eftirspurn markaðarins. | - Bæta afköst og afköst örgjörvaframleiðslu, styðja við þróun nýrra efna og háþróaðra örgjörvahönnunar. |
1.2 Mikilvægi þess að skera niður vöfflur
Skífuskurður gegnir mikilvægu hlutverki í framleiðsluferli hálfleiðara og hefur bein áhrif á síðari skref sem og gæði og afköst lokaafurðarinnar. Mikilvægi þess má lýsa á eftirfarandi hátt:
Í fyrsta lagi eru nákvæmni og samræmi í teningaskurði lykilatriði til að tryggja afköst og áreiðanleika flísanna. Við framleiðslu gangast skífur undir mörg vinnsluskref til að mynda fjölmargar flóknar rafrásarbyggingar, sem verður að skipta nákvæmlega í einstaka flísar (deyja). Ef veruleg mistök verða í röðun eða skurði við teningaskurðarferlið geta rafrásirnar skemmst, sem hefur áhrif á virkni og áreiðanleika flísarinnar. Þess vegna tryggir nákvæm teningaskurðartækni ekki aðeins heilleika hverrar flísar heldur kemur hún einnig í veg fyrir skemmdir á innri rafrásum, sem bætir heildarafköstin.
Í öðru lagi hefur skífuskurður veruleg áhrif á framleiðsluhagkvæmni og kostnaðarstýringu. Sem mikilvægt skref í framleiðsluferlinu hefur skilvirkni hennar bein áhrif á framgang síðari skrefa. Með því að hámarka skífuskurðarferlið, auka sjálfvirkni og bæta skurðarhraða er hægt að auka heildarframleiðsluhagkvæmni til muna.
Hins vegar er efnissóun við skurðarferlið mikilvægur þáttur í kostnaðarstjórnun. Notkun háþróaðrar skurðartækni dregur ekki aðeins úr óþarfa efnistapi við skurðarferlið heldur eykur einnig nýtingu á skífum og lækkar þannig framleiðslukostnað.
Með framförum í hálfleiðaratækni heldur þvermál skífa áfram að aukast og þéttleiki rafrása eykst í samræmi við það, sem setur meiri kröfur um teningatækni. Stærri skífur þurfa nákvæmari stjórn á skurðarleiðum, sérstaklega á svæðum með mikla þéttleika rafrása, þar sem jafnvel minniháttar frávik geta valdið gölluðum mörgum flísum. Að auki fela stærri skífur í sér fleiri skurðarlínur og flóknari ferlisskref, sem krefst frekari úrbóta á nákvæmni, samræmi og skilvirkni teningatækni til að takast á við þessar áskoranir.
1.3 Aðferð við að skera niður skífur
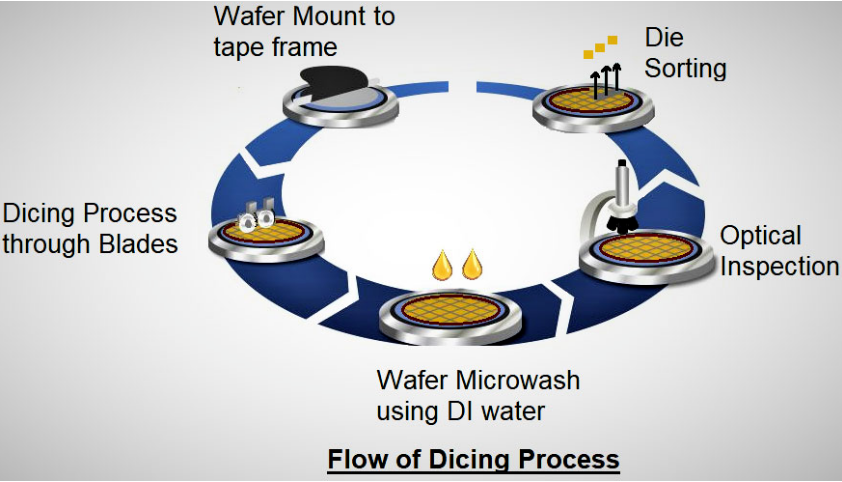
Ferlið við að skera niður flísar nær yfir öll skref, frá undirbúningsfasa til loka gæðaeftirlits, þar sem hvert stig er mikilvægt til að tryggja gæði og afköst flísanna. Hér að neðan er ítarleg útskýring á hverju stigi.
| Áfangi | Ítarleg lýsing |
| Undirbúningsfasi | -Hreinsun á vöffluNotið vatn með mikilli hreinleika og sérhæfð hreinsiefni, ásamt ómskoðun eða vélrænni skrúbbun, til að fjarlægja óhreinindi, agnir og mengunarefni og tryggja hreint yfirborð. -Nákvæm staðsetningNotið nákvæman búnað til að tryggja að skífan sé nákvæmlega skipt eftir hönnuðum skurðarleiðum. -Festing á skífuFestið skífuna á límbandiramma til að viðhalda stöðugleika meðan á skurði stendur og koma í veg fyrir skemmdir vegna titrings eða hreyfingar. |
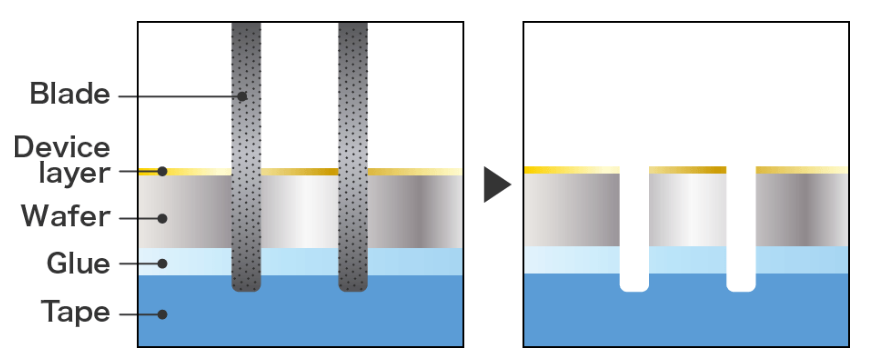
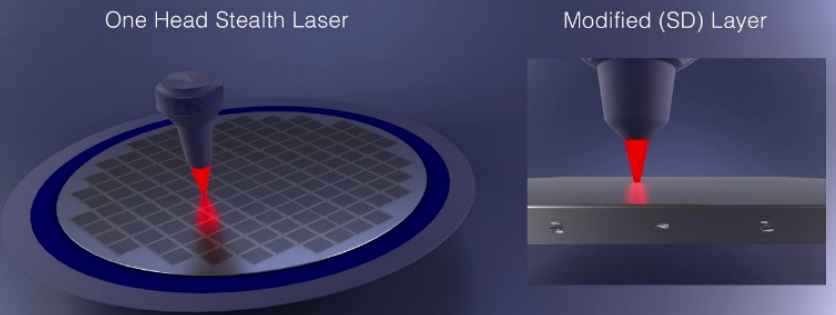
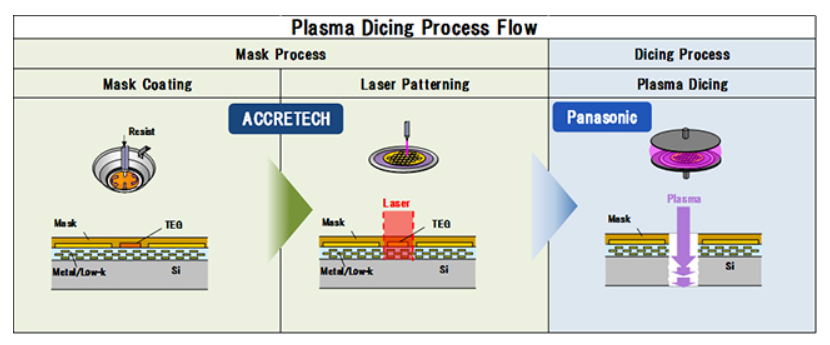
| Skurðarfasa | -BlaðskurðurNotið hraðsnúnings demantshúðuð blöð fyrir líkamlega skurð, hentug fyrir sílikon-byggð efni og hagkvæm. -LaserskurðurNotið orkuríka leysigeisla fyrir snertilausa skurð, tilvalið fyrir brothætt eða mjög hörð efni eins og gallíumnítríð, sem býður upp á meiri nákvæmni og minna efnistap. -Nýjar tækniKynna leysi- og plasmaskurðartækni til að bæta enn frekar skilvirkni og nákvæmni og lágmarka um leið hitaáhrif á svæði. |
| Þriffasi | - Notið afjónað vatn (DI vatn) og sérhæfð hreinsiefni, ásamt ómskoðunar- eða úðahreinsun, til að fjarlægja rusl og ryk sem myndast við skurðinn, og koma í veg fyrir að leifar hafi áhrif á síðari ferla eða rafmagnsafköst flísarinnar. - Mjög hreint DI vatn kemur í veg fyrir að ný mengunarefni komist inn í skífuna og tryggir hreint umhverfi. |
| Skoðunarfasa | -SjónskoðunNotið sjóngreiningarkerfi ásamt gervigreindarreikniritum til að bera fljótt kennsl á galla, tryggja að engar sprungur eða flísar komi fram í skornum flögum, bæta skilvirkni skoðunar og draga úr mannlegum mistökum. -VíddarmælingStaðfestið að stærð flísarinnar uppfylli hönnunarforskriftir. -RafmagnsprófanirTryggja að rafmagnsafköst mikilvægra örgjörva uppfylli staðla og tryggja áreiðanleika í síðari notkun. |
| Flokkunarfasa | - Notið vélmennaörma eða sogskálar til að aðskilja hæfa flís frá borðarömmum og flokka þær sjálfkrafa eftir afköstum, sem tryggir framleiðsluhagkvæmni og sveigjanleika og eykur nákvæmni. |
Skerjunarferlið fyrir skífur felur í sér hreinsun, staðsetningu, skurð, þrif, skoðun og flokkun á skífum, þar sem hvert skref er mikilvægt. Með framþróun í sjálfvirkni, leysigeislaskurði og gervigreindarskoðunartækni geta nútíma skífuskurðarkerfi náð meiri nákvæmni, hraða og minni efnistapi. Í framtíðinni munu nýjar skurðartækni eins og leysir og plasma smám saman koma í stað hefðbundinnar blaðskurðar til að mæta þörfum sífellt flóknari örgjörvahönnunar, sem knýr enn frekar áfram þróun framleiðsluferla fyrir hálfleiðara.
Tækni til að skera skífur og meginreglur hennar
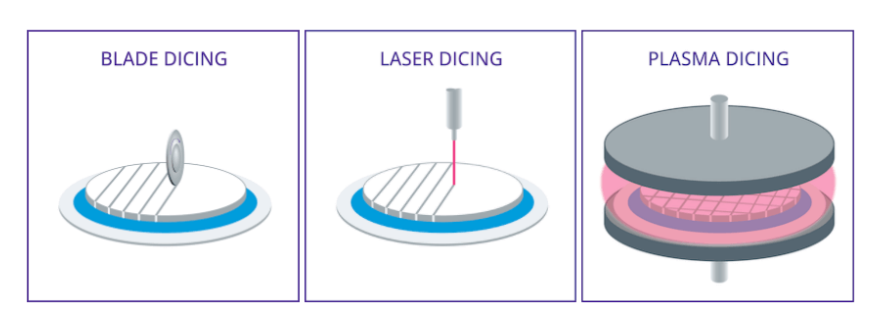
Myndin sýnir þrjár algengar tækni til að skera skífur:Blaðskurður,LaserskurðurogPlasmaskurðurHér að neðan er ítarleg greining og viðbótarútskýring á þessum þremur aðferðum:
Í framleiðslu hálfleiðara er skurður á skífum mikilvægt skref sem krefst þess að viðeigandi skurðaraðferð sé valin út frá þykkt skífunnar. Fyrsta skrefið er að ákvarða þykkt skífunnar. Ef þykkt skífunnar er meiri en 100 míkron er hægt að velja blaðskurð sem skurðaraðferð. Ef blaðskurður hentar ekki er hægt að nota brotskurðaraðferðina, sem felur í sér bæði rispuskurð og blaðskurð.
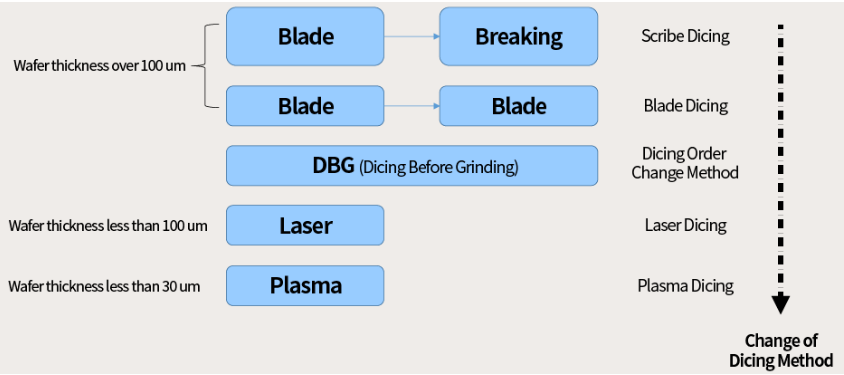
Þegar þykkt skífunnar er á milli 30 og 100 míkron er mælt með DBG (Dice Before Grinding) aðferðinni. Í þessu tilviki er hægt að velja rispuskurð, teningaskurð með blað eða aðlaga skurðarröðina eftir þörfum til að ná sem bestum árangri.
Fyrir ofurþunnar skífur með þykkt minni en 30 míkron er leysigeislaskurður ákjósanlegur aðferð vegna getu hans til að skera þunnar skífur nákvæmlega án þess að valda miklum skemmdum. Ef leysigeislaskurður uppfyllir ekki sérstakar kröfur er hægt að nota plasmaskurð sem valkost. Þetta flæðirit veitir skýra ákvarðanatöku til að tryggja að hentugasta skurðartæknin fyrir skífur sé valin við mismunandi þykktaraðstæður.
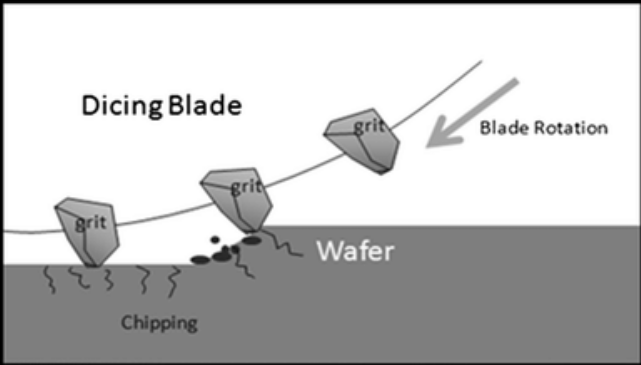
2.1 Vélræn skurðartækni
Vélræn skurðartækni er hefðbundin aðferð við skífuskurð. Meginreglan er að nota hraðsnúandi demantslíphjól sem skurðarverkfæri til að sneiða skífuna. Lykilbúnaðurinn inniheldur loftberandi spindil sem knýr demantslíphjólið á miklum hraða til að framkvæma nákvæma skurð eða grópun eftir fyrirfram skilgreindri skurðarleið. Þessi tækni er mikið notuð í greininni vegna lágs kostnaðar, mikillar skilvirkni og víðtækrar notagildis.
Kostir
Mikil hörka og slitþol demantslíphjóla gerir vélrænni skurðartækni kleift að aðlagast skurðarþörfum ýmissa skífuefna, hvort sem um er að ræða hefðbundin kísilefni eða nýrri samsetta hálfleiðara. Notkun hennar er einföld, með tiltölulega litlum tæknilegum kröfum, sem eykur enn frekar vinsældir hennar í fjöldaframleiðslu. Að auki, samanborið við aðrar skurðaraðferðir eins og leysiskurð, hefur vélræn skurður stjórnanlegri kostnað, sem gerir hana hentuga fyrir framleiðsluþarfir í miklu magni.
Takmarkanir
Þrátt fyrir fjölmörgu kosti sína hefur vélræn skurðartækni einnig takmarkanir. Í fyrsta lagi, vegna líkamlegrar snertingar milli verkfærisins og skífunnar, er skurðnákvæmnin tiltölulega takmörkuð, sem oft leiðir til víddarfrávika sem geta haft áhrif á nákvæmni síðari flísapökkunar og prófana. Í öðru lagi geta gallar eins og flísar og sprungur auðveldlega komið fram við vélræna skurðarferlið, sem hefur ekki aðeins áhrif á afköstin heldur einnig neikvæð áhrif á áreiðanleika og líftíma flísanna. Skemmdir af völdum vélræns álags eru sérstaklega skaðlegar fyrir framleiðslu á flísum með mikilli þéttleika, sérstaklega þegar skorið er brothætt efni, þar sem þessi vandamál eru meira áberandi.
Tæknilegar umbætur
Til að vinna bug á þessum takmörkunum eru vísindamenn stöðugt að fínstilla vélræna skurðarferlið. Helstu úrbætur eru meðal annars að bæta hönnun og efnisval slípihjóla til að bæta nákvæmni og endingu skurðar. Að auki hefur fínstilla burðarvirki og stjórnkerfi skurðarbúnaðar bætt enn frekar stöðugleika og sjálfvirkni skurðarferlisins. Þessar framfarir draga úr villum af völdum mannlegra aðgerða og bæta samræmi skurðanna. Innleiðing háþróaðrar skoðunar- og gæðaeftirlitstækni til að fylgjast með frávikum í rauntíma meðan á skurðarferlinu stendur hefur einnig bætt verulega áreiðanleika og afköst skurðar.
Framtíðarþróun og ný tækni
Þó að vélræn skurðartækni gegni enn mikilvægu hlutverki í skurði á skífum, þá eru nýjar skurðartæknir að þróast hratt eftir því sem framleiðsluferlar á hálfleiðurum þróast. Til dæmis býður notkun varmaleysisskurðartækni upp á nýjar lausnir á nákvæmni og göllum í vélrænni skurði. Þessi snertilausa skurðaraðferð dregur úr líkamlegu álagi á skífuna og lækkar verulega líkur á flísun og sprungum, sérstaklega þegar skorið er á brothættari efni. Í framtíðinni mun samþætting vélrænnar skurðartækni við nýjar skurðaraðferðir veita hálfleiðaraframleiðslu fleiri möguleika og sveigjanleika, sem eykur enn frekar framleiðsluhagkvæmni og gæði flísanna.
Að lokum, þó að vélræn skurðartækni hafi ákveðna galla, þá gera stöðugar tækniframfarir og samþætting hennar við nýjar skurðaraðferðir henni kleift að gegna mikilvægu hlutverki í framleiðslu hálfleiðara og viðhalda samkeppnishæfni sinni í framtíðarferlum.
2.2 Leysiskurðartækni
Leysiskurðartækni, sem ný aðferð við skurð á skífum, hefur smám saman vakið mikla athygli í hálfleiðaraiðnaðinum vegna mikillar nákvæmni, skorts á vélrænum snertiskemmdum og hraðrar skurðargetu. Þessi tækni notar mikla orkuþéttleika og einbeitingargetu leysigeisla til að búa til lítið hitaáhrifasvæði á yfirborði skífuefnisins. Þegar leysigeislinn er beitt á skífuna veldur hitaspennan sem myndast því að efnið brotnar á tilgreindum stað og nær þannig nákvæmri skurði.
Kostir leysiskurðartækni
• Mikil nákvæmniNákvæm staðsetningargeta leysigeislans gerir kleift að skera á míkrónó- eða jafnvel nanómetra-stigi og uppfylla kröfur nútíma framleiðslu á samþættum hringrásum með mikilli nákvæmni og mikilli þéttleika.
• Engin vélræn snertingLeysiskurður forðast snertingu við skífuna, sem kemur í veg fyrir algeng vandamál í vélrænni skurði, svo sem flísun og sprungur, og bætir verulega afköst og áreiðanleika flísanna.
• Hraður skurðhraðiMikill hraði leysiskurðar stuðlar að aukinni framleiðsluhagkvæmni, sem gerir hana sérstaklega hentuga fyrir stórfelldar og hraðar framleiðsluaðstæður.
Áskoranir sem blasa við
• Hár kostnaður við búnaðUpphafsfjárfesting í leysiskurðarbúnaði er mikil, sem veldur efnahagslegum þrýstingi, sérstaklega fyrir lítil og meðalstór framleiðslufyrirtæki.
• Flókin ferlastýringLeysiskurður krefst nákvæmrar stjórnunar á nokkrum breytum, þar á meðal orkuþéttleika, fókusstöðu og skurðhraða, sem gerir ferlið flókið.
• Vandamál með hitaáhrifasvæðiÞó að snertilaus eðli leysiskurðar dragi úr vélrænum skemmdum, getur hitaspenna sem orsakast af hitaáhrifasvæðinu (HAZ) haft neikvæð áhrif á eiginleika skífuefnisins. Frekari hagræðing ferlisins er nauðsynleg til að lágmarka þessi áhrif.
Leiðbeiningar um tækniframfarir
Til að takast á við þessar áskoranir einbeita vísindamenn sér að því að lækka kostnað við búnað, bæta skilvirkni skurðar og hámarka ferlið.
• Skilvirkir leysir og ljóskerfiMeð því að þróa skilvirkari leysigeisla og háþróaða ljósleiðara er hægt að lækka kostnað við búnað og auka nákvæmni og hraða skurðar.
• Hámarka ferlisbreyturÍtarlegar rannsóknir á samspili leysigeisla og skífuefna eru gerðar til að bæta ferla sem draga úr hitaáhrifasvæðinu og þar með bæta skurðgæði.
• Greind stjórnkerfiÞróun snjallrar stýritækni miðar að því að sjálfvirknivæða og hámarka leysiskurðarferlið, bæta stöðugleika þess og samræmi.
Leysiskurðartækni er sérstaklega áhrifarík í örþunnum skífum og við skurðaraðstæður sem krefjast mikillar nákvæmni. Þar sem stærð skífna eykst og þéttleiki rafrása eykst, eiga hefðbundnar vélrænar skurðaraðferðir erfitt með að uppfylla kröfur nútíma hálfleiðaraframleiðslu um mikla nákvæmni og skilvirkni. Vegna einstakra kosta sinna er leysiskurður að verða ákjósanlegasta lausnin á þessum sviðum.
Þó að leysiskurðartækni standi enn frammi fyrir áskorunum eins og miklum kostnaði við búnað og flækjustigi ferla, þá gera einstakir kostir hennar í mikilli nákvæmni og snertilausum skemmdum hana að mikilvægri þróunarstefnu í hálfleiðaraframleiðslu. Þar sem leysirtækni og snjöll stjórnkerfi halda áfram að þróast, er búist við að leysiskurður muni enn frekar bæta skilvirkni og gæði skífuskurðar, sem knýr áfram stöðuga þróun hálfleiðaraiðnaðarins.
2.3 Plasmaskurðartækni
Plasmaskurðartækni, sem er ný aðferð til að skera skífur, hefur vakið mikla athygli á undanförnum árum. Þessi tækni notar orkumikla plasmageisla til að skera skífur nákvæmlega með því að stjórna orku, hraða og skurðarleið plasmageislans og ná þannig bestu mögulegu skurðarniðurstöðum.
Vinnuregla og kostir
Plasmaskurðarferlið byggir á háhita- og orkuríkum plasmageisla sem búnaðurinn myndar. Þessi geisli getur hitað skífuefnið upp að bræðslumarki eða uppgufunarmarki á mjög skömmum tíma, sem gerir kleift að skera hratt. Í samanburði við hefðbundna vélræna eða leysiskurð er plasmaskurður hraðari og framleiðir minna hitaáhrifasvæði, sem dregur verulega úr sprungum og skemmdum við skurð.
Í hagnýtum tilgangi er plasmaskurðartækni sérstaklega góð til að meðhöndla flóknar lögun skífa. Orkuríkur, stillanlegur plasmageisli hennar getur auðveldlega skorið óreglulega lagaðar skífur með mikilli nákvæmni. Þess vegna, í örrafeindaframleiðslu, sérstaklega í sérsniðinni og smáframleiðslu á hágæða örgjörvum, sýnir þessi tækni mikla möguleika á útbreiddri notkun.
Áskoranir og takmarkanir
Þrátt fyrir marga kosti plasmaskurðartækni stendur hún einnig frammi fyrir nokkrum áskorunum.
• Flókið ferliPlasmaskurðarferlið er flókið og krefst nákvæms búnaðar og reyndra notenda til að tryggjanákvæmni og stöðugleiki í skurði.
• Umhverfiseftirlit og öryggiHáhitastig og orkurík eðli plasmageislans krefst strangra umhverfiseftirlits og öryggisráðstafana, sem eykur flækjustig og kostnað við framkvæmdina.
Framtíðarþróunarstefnur
Með tækniframförum er gert ráð fyrir að hægt verði að sigrast smám saman á þeim áskorunum sem tengjast plasmaskurði. Með því að þróa snjallari og stöðugri skurðarbúnað er hægt að draga úr þörf fyrir handvirkar aðgerðir og þar með bæta framleiðsluhagkvæmni. Á sama tíma mun fínstilling ferlisbreytna og skurðarumhverfisins hjálpa til við að lækka öryggisáhættu og rekstrarkostnað.
Í hálfleiðaraiðnaðinum eru nýjungar í tækni til að skera og klippa skífur lykilatriði til að knýja áfram þróun iðnaðarins. Plasmaskurðartækni, með mikilli nákvæmni, skilvirkni og getu til að meðhöndla flókin skífuform, hefur komið fram sem mikilvægur nýr þátttakandi á þessu sviði. Þó að nokkrar áskoranir séu enn fyrir hendi, verða þessum málum smám saman leyst með áframhaldandi tækninýjungum, sem færa fleiri möguleika og tækifæri í hálfleiðaraframleiðslu.
Notkunarmöguleikar plasmaskurðartækni eru miklir og búist er við að hún muni gegna mikilvægara hlutverki í framleiðslu hálfleiðara í framtíðinni. Með stöðugri tækninýjungum og hagræðingu mun plasmaskurður ekki aðeins takast á við núverandi áskoranir heldur einnig verða öflugur drifkraftur fyrir vöxt hálfleiðaraiðnaðarins.
2.4 Skurðgæði og áhrifaþættir
Gæði skurðar á skífum eru mikilvæg fyrir síðari pökkun flísanna, prófanir og heildarafköst og áreiðanleika lokaafurðarinnar. Algeng vandamál sem koma upp við skurð eru sprungur, flísun og frávik í skurði. Þessi vandamál eru undir áhrifum nokkurra þátta sem vinna saman.
| Flokkur | Efni | Áhrif |
| Ferlibreytur | Skurðhraði, fóðrunarhraði og skurðardýpt hafa bein áhrif á stöðugleika og nákvæmni skurðarferlisins. Óviðeigandi stillingar geta leitt til spennuþéttni og of mikillar hitaáhrifa á svæði, sem leiðir til sprungna og flísunar. Að stilla breytur á viðeigandi hátt út frá efni, þykkt og skurðarkröfum skífunnar er lykillinn að því að ná tilætluðum skurðarniðurstöðum. | Réttar ferlisbreytur tryggja nákvæma skurð og draga úr hættu á göllum eins og sprungum og flísun. |
| Búnaður og efnisþættir | -Gæði blaðsEfniviðurinn, hörku og slitþol blaðsins hafa áhrif á sléttleika skurðarferlisins og flatleika skurðyfirborðsins. Léleg blöð auka núning og hitaálag, sem getur leitt til sprungna eða flísunar. Það er mikilvægt að velja rétt efni fyrir blaðið. -Afköst kælivökvaKælivökvi hjálpar til við að lækka skurðhita, lágmarka núning og hreinsa rusl. Óvirkur kælivökvi getur leitt til mikils hitastigs og ruslsöfnunar, sem hefur áhrif á gæði og skilvirkni skurðar. Það er mikilvægt að velja skilvirka og umhverfisvæna kælivökva. | Gæði blaðsins hafa áhrif á nákvæmni og mýkt skurðarins. Óvirkur kælivökvi getur leitt til lélegrar skurðargæða og skilvirkni, sem undirstrikar þörfina fyrir bestu mögulegu notkun kælivökva. |
| Ferlaeftirlit og gæðaeftirlit | -FerlastýringRauntímaeftirlit og aðlögun lykilskurðarbreyta til að tryggja stöðugleika og samræmi í skurðarferlinu. -GæðaeftirlitÚtlitsskoðanir eftir skurð, víddarmælingar og rafmagnsprófanir hjálpa til við að bera kennsl á og taka á gæðavandamálum tafarlaust, sem bætir nákvæmni og samræmi í skurði. | Rétt ferlisstjórnun og gæðaeftirlit hjálpa til við að tryggja samræmdar, hágæða skurðarniðurstöður og snemmbúna uppgötvun hugsanlegra vandamála. |
Að bæta skurðgæði
Að bæta gæði skurðar krefst heildstæðrar nálgunar sem tekur mið af ferlisbreytum, búnaðar- og efnisvali, ferlisstýringu og skoðun. Með því að stöðugt betrumbæta skurðartækni og hámarka ferlisaðferðir er hægt að auka nákvæmni og stöðugleika við skurð á skífum enn frekar, sem veitir áreiðanlegri tæknilegan stuðning fyrir hálfleiðaraframleiðsluiðnaðinn.
#03 Meðhöndlun og prófun eftir skurð
3.1 Þrif og þurrkun
Þrif og þurrkun eftir skurð á flísum eru mikilvæg til að tryggja gæði flísanna og greiða framgang síðari ferla. Á þessu stigi er nauðsynlegt að fjarlægja vandlega kísilleifar, kælivökvaleifar og önnur óhreinindi sem myndast við skurðinn. Það er jafn mikilvægt að tryggja að flísarnar skemmist ekki við hreinsunarferlið og eftir þurrkun að enginn raki sé eftir á flísyfirborðinu til að koma í veg fyrir vandamál eins og tæringu eða rafstöðuafhleðslu.

Meðhöndlun eftir skurð: Þrif og þurrkun
| Ferlisskref | Efni | Áhrif |
| Þrifferli | -AðferðNotið sérhæfð hreinsiefni og hreint vatn, ásamt ómskoðun eða vélrænni burstun til að þrífa. | Tryggir að óhreinindi séu fjarlægð ítarlega og kemur í veg fyrir að flísar skemmist við hreinsun. |
| -Val á hreinsiefniVeldu út frá efni skífunnar og gerð mengunarefnis til að tryggja skilvirka hreinsun án þess að skemma flísina. | Rétt val á efni er lykillinn að virkri þrifum og vörn gegn flísum. | |
| -BreytustýringHafið strangt eftirlit með hitastigi, tíma og styrk hreinsiefnisins til að koma í veg fyrir gæðavandamál vegna óviðeigandi þrifa. | Stýringar hjálpa til við að forðast að skemma skífuna eða skilja eftir óhreinindi, sem tryggir stöðuga gæði. | |
| Þurrkunarferli | -Hefðbundnar aðferðirNáttúruleg loftþurrkun og heitloftþurrkun, sem hafa litla afköst og geta leitt til uppsöfnunar stöðurafmagns. | Getur leitt til hægari þurrkunartíma og hugsanlegra vandamála með stöðurafmagn. |
| -NútímatækniNotið háþróaða tækni eins og lofttæmisþurrkun og innrauða þurrkun til að tryggja að flísar þorni fljótt og komist hjá skaðlegum áhrifum. | Hraðari og skilvirkari þurrkunarferli, sem dregur úr hættu á stöðurafmagnsúthleðslu eða rakatengdum vandamálum. | |
| Val á búnaði og viðhaldi | -Val á búnaðiÖflugar hreinsi- og þurrkunarvélar bæta vinnsluhagkvæmni og stjórna nákvæmlega hugsanlegum vandamálum við meðhöndlun. | Hágæða vélar tryggja betri vinnslu og draga úr líkum á mistökum við hreinsun og þurrkun. |
| -Viðhald búnaðarReglulegt eftirlit og viðhald búnaðar tryggir að hann haldist í bestu mögulegu ástandi og tryggir gæði flísanna. | Rétt viðhald kemur í veg fyrir bilun í búnaði og tryggir áreiðanlega og hágæða vinnslu. |
Þrif og þurrkun eftir skurð
Þrif og þurrkun eftir skurð á flísum eru flókin og viðkvæm ferli sem krefjast nákvæmrar íhugunar á mörgum þáttum til að tryggja lokaniðurstöðu vinnslunnar. Með því að nota vísindalegar aðferðir og strangar verklagsreglur er hægt að tryggja að hver flís fer inn í síðari pökkunar- og prófunarstig í bestu mögulegu ástandi.
Skoðun og prófun eftir skurð
| Skref | Efni | Áhrif |
| Skoðunarskref | 1.Sjónræn skoðunNotið sjónrænan eða sjálfvirkan skoðunarbúnað til að athuga hvort sjáanlegir gallar séu á yfirborði flísanna, eins og sprungur, flísar eða mengun. Greinið fljótt skemmda flísar til að forðast sóun. | Hjálpar til við að bera kennsl á og útrýma gölluðum flísum snemma í ferlinu og dregur úr efnistapi. |
| 2.StærðarmælingNotið nákvæm mælitæki til að mæla nákvæmlega stærð flísanna, tryggja að skurðstærðin uppfylli hönnunarforskriftir og koma í veg fyrir afköst eða vandamál með pökkun. | Tryggir að flísar séu innan tilskilinna stærðarmarka, sem kemur í veg fyrir skerðingu á afköstum eða vandamál með samsetningu. | |
| 3.RafmagnsprófanirMetið lykilrafbreytur eins og viðnám, rýmd og spanstuðul til að bera kennsl á flísar sem eru ekki í samræmi við kröfur og tryggja að aðeins flísar sem uppfylla afköstin komist áfram á næsta stig. | Tryggir að aðeins virkir og afkastaprófaðir flísar færist áfram í ferlinu, sem dregur úr hættu á bilunum á síðari stigum. | |
| Prófunarskref | 1.VirkniprófanirStaðfestið að grunnvirkni flísarinnar virki eins og til er ætlast, greinið og útrýmið flísum með virknifrávikum. | Tryggir að flísar uppfylli grunn rekstrarkröfur áður en haldið er áfram á síðari stig. |
| 2.ÁreiðanleikaprófanirMetið stöðugleika örgjörvans við langvarandi notkun eða erfiðar aðstæður, sem felur venjulega í sér öldrun við háan hita, lágan hita og rakastig til að herma eftir raunverulegum öfgakenndum aðstæðum. | Tryggir að flísar geti virkað áreiðanlega við fjölbreytt umhverfisskilyrði, sem bætir endingu og stöðugleika vörunnar. | |
| 3.SamrýmanleikaprófanirStaðfestið að örgjörvinn virki rétt með öðrum íhlutum eða kerfum og gætið þess að engar galla eða afköst minnki vegna ósamhæfni. | Tryggir greiðan rekstur í raunverulegum forritum með því að koma í veg fyrir samhæfingarvandamál. |
3.3 Umbúðir og geymsla
Eftir að flísar hafa verið skornar eru þær mikilvægur þáttur í framleiðsluferli hálfleiðara og pökkun og geymslustig þeirra eru jafn mikilvæg. Réttar pökkunar- og geymsluráðstafanir eru nauðsynlegar, ekki aðeins til að tryggja öryggi og stöðugleika flísanna við flutning og geymslu heldur einnig til að veita traustan stuðning við síðari framleiðslu-, prófunar- og pökkunarstig.
Yfirlit yfir skoðunar- og prófunarstig:
Skoðunar- og prófunarskrefin fyrir flísar eftir skurð á skífum ná yfir fjölbreytt atriði, þar á meðal sjónræna skoðun, stærðarmælingar, rafmagnsprófanir, virkniprófanir, áreiðanleikaprófanir og samhæfingarprófanir. Þessi skref eru samtengd og bæta upp og mynda trausta hindrun til að tryggja gæði og áreiðanleika vörunnar. Með ströngum skoðunar- og prófunarferlum er hægt að greina og leysa hugsanleg vandamál tafarlaust, sem tryggir að lokaafurðin uppfylli kröfur og væntingar viðskiptavina.
| Þáttur | Efni |
| Umbúðaráðstafanir | 1.RafmagnsvörnUmbúðaefni ættu að hafa framúrskarandi stöðurafmagnsvörn til að koma í veg fyrir að stöðurafmagn skemmi tækin eða hafi áhrif á afköst þeirra. |
| 2.RakaþolinnUmbúðaefni ættu að vera rakaþolin til að koma í veg fyrir tæringu og versnun rafmagnsafkösta vegna raka. | |
| 3.HöggþoliðUmbúðaefni ættu að veita virka höggdeyfingu til að vernda flísarnar fyrir titringi og höggum meðan á flutningi stendur. | |
| Geymsluumhverfi | 1.RakastýringStjórnið rakastigi stranglega innan viðeigandi marka til að koma í veg fyrir rakaupptöku og tæringu af völdum mikils raka eða stöðurafmagnsvandamála af völdum lágs rakastigs. |
| 2.HreinlætiGeymsluumhverfið skal vera hreint til að koma í veg fyrir að flísar mengist af ryki og óhreinindum. | |
| 3.HitastýringStillið hæfilegt hitastigsbil og viðhaldið stöðugleika hitastigs til að koma í veg fyrir hraðari öldrun vegna óhóflegs hita eða þéttingarvandamála af völdum lágs hitastigs. | |
| Regluleg skoðun | Skoðið og metið reglulega geymdar flísar með því að nota sjónrænar skoðanir, stærðarmælingar og rafmagnsprófanir til að bera kennsl á og bregðast við hugsanlegum vandamálum tímanlega. Skipuleggið notkun flísanna út frá geymslutíma og skilyrðum til að tryggja að þær séu notaðar í bestu mögulegu ástandi. |

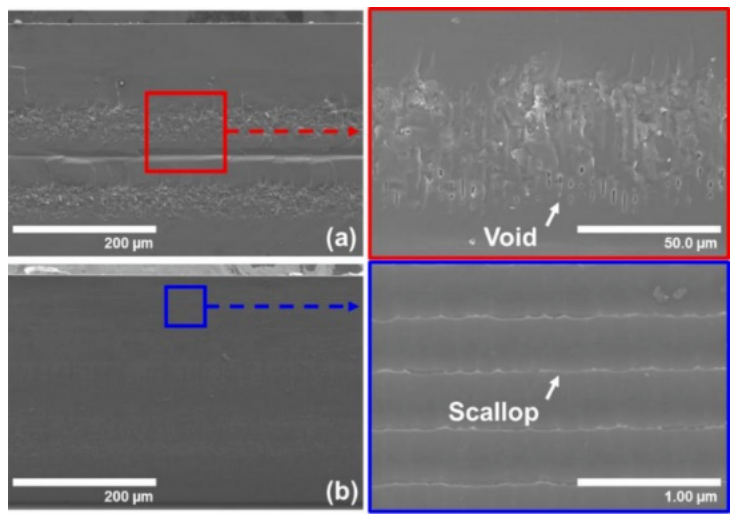
Vandamál með örsprungur og skemmdir við skurð á skífum eru veruleg áskorun í framleiðslu hálfleiðara. Skurðálag er aðalástæða þessa fyrirbæris, þar sem það veldur örsmáum sprungum og skemmdum á yfirborði skífunnar, sem leiðir til aukins framleiðslukostnaðar og lækkunar á gæðum vörunnar.
Til að takast á við þessa áskorun er mikilvægt að lágmarka skurðálag og innleiða bestu mögulegu skurðartækni, verkfæri og aðstæður. Með því að fylgjast vel með þáttum eins og blaðefni, skurðarhraða, þrýstingi og kælingaraðferðum getur það hjálpað til við að draga úr myndun örsprungna og bæta heildarafköst ferlisins. Að auki eru áframhaldandi rannsóknir á háþróaðri skurðartækni, svo sem leysiskurði, að kanna leiðir til að draga enn frekar úr þessum vandamálum.
Þar sem skífur eru brothætt efni eru þær viðkvæmar fyrir innri breytingum á uppbyggingu þegar þær verða fyrir vélrænum, hita- eða efnafræðilegum álagi, sem leiðir til myndunar örsprungna. Þó að þessar sprungur sjáist ekki strax geta þær stækkað og valdið alvarlegri skemmdum eftir því sem framleiðsluferlið líður. Þetta vandamál verður sérstaklega vandasamt á síðari pökkunar- og prófunarstigum, þar sem hitasveiflur og frekari vélræn álag geta valdið því að þessar örsprungur þróast í sýnileg sprungur, sem hugsanlega getur leitt til bilunar í flísum.
Til að draga úr þessari áhættu er nauðsynlegt að stjórna skurðarferlinu vandlega með því að hámarka breytur eins og skurðarhraða, þrýsting og hitastig. Notkun vægari skurðaraðferða, svo sem leysiskurðar, getur dregið úr vélrænu álagi á skífuna og lágmarkað myndun örsprungna. Að auki getur notkun háþróaðra skoðunaraðferða eins og innrauða skönnunar eða röntgenmyndatöku meðan á skífuskurðarferlinu stendur hjálpað til við að greina þessar sprungur á fyrstu stigum áður en þær valda frekari skemmdum.
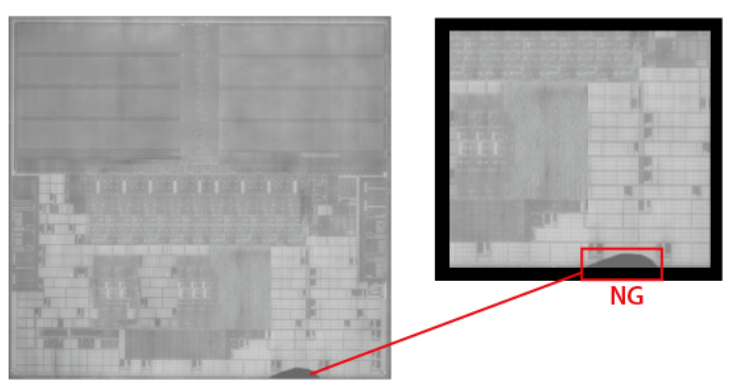
Skemmdir á yfirborði skífunnar eru verulegt áhyggjuefni í skurðarferlinu, þar sem þær geta haft bein áhrif á afköst og áreiðanleika örgjörvans. Slíkar skemmdir geta stafað af óviðeigandi notkun skurðarverkfæra, röngum skurðarbreytum eða efnisgöllum sem eru í sjálfri skífunni. Óháð orsökinni geta þessar skemmdir leitt til breytinga á rafviðnámi eða rýmd rafrásarinnar, sem hefur áhrif á heildarafköst.
Til að takast á við þessi vandamál eru tvær lykilaðferðir skoðaðar:
1. Hagnýting skurðarverkfæra og breytnaMeð því að nota hvassari blöð, aðlaga skurðhraða og breyta skurðardýpt er hægt að lágmarka spennuþéttni við skurðarferlið og þar með draga úr líkum á skemmdum.
2. Að kanna nýjar skurðartækniÍtarlegri aðferðir eins og leysigeislaskurður og plasmaskurður bjóða upp á aukna nákvæmni og draga hugsanlega úr skemmdum á skífunni. Þessar tækni eru rannsakaðar til að finna leiðir til að ná mikilli nákvæmni í skurðinum og lágmarka jafnframt hita- og vélræna álagi á skífuna.
Varmaáhrifasvæði og áhrif þess á afköst
Í hitaskurðarferlum eins og leysi- og plasmaskurði myndar hátt hitastig óhjákvæmilega hitaáhrifasvæði á yfirborði skífunnar. Þetta svæði, þar sem hitastigshalla er veruleg, getur breytt eiginleikum efnisins og haft áhrif á lokaafköst flísarinnar.
Áhrif hitasvæðisins (TAZ):
Breytingar á kristalbygginguVið háan hita geta atóm í efninu í skífunni endurraðað sér og valdið röskun á kristalbyggingunni. Þessi röskun veikir efnið, dregur úr vélrænum styrk þess og stöðugleika, sem eykur hættuna á bilun í flísinni við notkun.
Breytingar á rafmagnseiginleikumHátt hitastig getur breytt styrk og hreyfanleika flutningsaðila í hálfleiðaraefnum, sem hefur áhrif á rafleiðni örgjörvans og skilvirkni straumflutnings. Þessar breytingar geta leitt til lækkunar á afköstum örgjörvans og hugsanlega gert hann óhentugan tilætlaðs tilgangs.
Til að draga úr þessum áhrifum eru nauðsynlegar aðferðir til að draga úr umfangi hitauppstreymis og viðhalda heilleika efnisins að stjórna hitastigi við skurð, hámarka skurðarbreytur og kanna aðferðir eins og kæliþotur eða eftirvinnslu.
Í heildina eru bæði örsprungur og svæði með hitauppstreymi mikilvægar áskoranir í tækni til að skera niður skífur. Áframhaldandi rannsóknir, ásamt tækniframförum og gæðaeftirliti, verða nauðsynlegar til að bæta gæði hálfleiðara og auka samkeppnishæfni þeirra á markaði.
Aðgerðir til að stjórna hitauppstreymissvæðinu:
Að fínstilla skurðarferlisbreyturMeð því að draga úr skurðarhraða og afli er hægt að lágmarka stærð hitauppstreymissvæðisins (TAZ) á áhrifaríkan hátt. Þetta hjálpar til við að stjórna magni hita sem myndast við skurðarferlið, sem hefur bein áhrif á efniseiginleika skífunnar.
Ítarleg kælitækniNotkun tækni eins og kælingar með fljótandi köfnunarefni og örflæðiskælingar getur takmarkað verulega svið hitauppstreymissvæðisins. Þessar kælingaraðferðir hjálpa til við að dreifa hita á skilvirkari hátt, sem varðveitir efniseiginleika skífunnar og lágmarkar hitaskemmdir.
EfnisvalRannsakendur eru að kanna ný efni, svo sem kolefnisnanórör og grafen, sem hafa framúrskarandi varmaleiðni og vélrænan styrk. Þessi efni geta minnkað varmaáhrifasvæðið og bætt heildarafköst flísanna.
Í stuttu máli má segja að þótt hitauppstreymissvæðið sé óhjákvæmileg afleiðing af hitaskurðartækni, er hægt að stjórna því á áhrifaríkan hátt með því að fínstilla vinnsluaðferðir og efnisval. Framtíðarrannsóknir munu líklega einbeita sér að fínstillingu og sjálfvirkni hitaskurðarferla til að ná fram skilvirkari og nákvæmari skífuskurði.
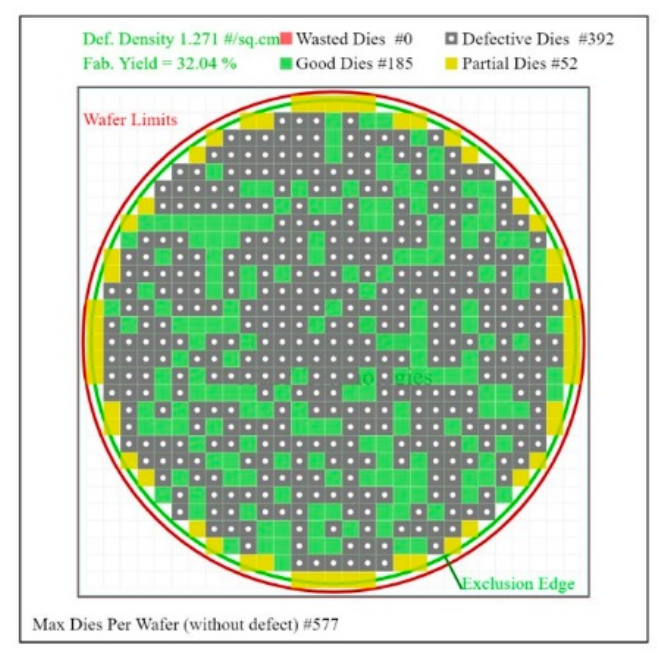
Jafnvægisstefna:
Að ná sem bestri jafnvægi milli afkasta og framleiðsluhagkvæmni úr skífum er stöðug áskorun í skífuskurðartækni. Framleiðendur þurfa að taka tillit til margra þátta, svo sem markaðseftirspurnar, framleiðslukostnaðar og vörugæða, til að þróa skynsamlega framleiðslustefnu og ferlisbreytur. Á sama tíma er nauðsynlegt að kynna háþróaðan skurðarbúnað, bæta færni notenda og efla gæðaeftirlit með hráefni til að viðhalda eða jafnvel bæta afköst og auka framleiðsluhagkvæmni.
Framtíðaráskoranir og tækifæri:
Með framþróun í hálfleiðaratækni stendur skífuskurður frammi fyrir nýjum áskorunum og tækifærum. Þegar stærð örgjörva minnkar og samþætting eykst aukast kröfur um nákvæmni og gæði skurðar verulega. Á sama tíma veita nýjar tækni nýjar hugmyndir um þróun skífuskurðartækni. Framleiðendur verða að vera meðvitaðir um markaðsdýnamík og tækniþróun, stöðugt aðlaga og fínstilla framleiðsluaðferðir og ferlisbreytur til að mæta breytingum á markaði og tæknilegum kröfum.
Að lokum, með því að samþætta sjónarmið um markaðseftirspurn, framleiðslukostnað og vörugæði, og með því að kynna háþróaðan búnað og tækni, auka færni notenda og styrkja stjórn á hráefnum, geta framleiðendur náð besta jafnvægi milli afkastamikils framleiðslu og framleiðsluhagkvæmni við skífuskurð, sem leiðir til skilvirkrar og hágæða framleiðslu á hálfleiðurum.
Framtíðarhorfur:
Með hraðri tækniframförum þróast hálfleiðaratækni á fordæmalausum hraða. Sem mikilvægt skref í framleiðslu hálfleiðara er skífuskurðartækni tilbúin fyrir spennandi nýja þróun. Horft til framtíðar er búist við að skífuskurðartækni muni ná verulegum árangri í nákvæmni, skilvirkni og kostnaði, sem mun blása nýjum krafti í áframhaldandi vöxt hálfleiðaraiðnaðarins.
Aukin nákvæmni:
Í leit að meiri nákvæmni mun tækni í skurði á skífum stöðugt færa mörk núverandi ferla. Með því að rannsaka eðlis- og efnafræðilega ferla skurðarferlisins ítarlega og stjórna skurðarbreytum nákvæmlega verða fínni skurðarniðurstöður náðar til að uppfylla sífellt flóknari kröfur um hönnun rafrása. Að auki mun könnun nýrra efna og skurðaraðferða bæta verulega afköst og gæði.
Að auka skilvirkni:
Nýr búnaður til að skera plötur mun einbeita sér að snjallri og sjálfvirkri hönnun. Innleiðing háþróaðra stjórnkerfa og reiknirita mun gera búnaðinum kleift að aðlaga skurðarbreytur sjálfkrafa að mismunandi efnum og hönnunarkröfum og þannig bæta framleiðsluhagkvæmni verulega. Nýjungar eins og tækni til að skera margar plötur og kerfi til að skipta um blöð hratt munu gegna lykilhlutverki í að auka hagkvæmni.
Að draga úr kostnaði:
Lækkun kostnaðar er lykilatriði í þróun tækni í skurði á skífum. Þegar ný efni og skurðaraðferðir eru þróaðar er gert ráð fyrir að hægt verði að hafa stjórn á kostnaði við búnað og viðhaldskostnaði á skilvirkan hátt. Að auki mun hagræðing framleiðsluferla og lækkun á úrgangshlutfalli draga enn frekar úr úrgangi við framleiðslu, sem leiðir til lækkunar á heildarframleiðslukostnaði.
Snjallframleiðsla og IoT:
Samþætting snjallframleiðslu og tækni á sviði internetsins hlutanna (IoT) mun leiða til gjörbyltingar í tækni við skurð á skífum. Með samtengingu og gagnadeilingu milli tækja er hægt að fylgjast með og hámarka hvert skref framleiðsluferlisins í rauntíma. Þetta bætir ekki aðeins framleiðsluhagkvæmni og gæði vöru heldur veitir fyrirtækjum einnig nákvæmari markaðsspár og stuðning við ákvarðanatöku.
Í framtíðinni mun tækni til að skera skífur leiða til mikilla framfara í nákvæmni, skilvirkni og kostnaði. Þessar framfarir munu knýja áframhaldandi þróun hálfleiðaraiðnaðarins og færa mannkyninu fleiri tækninýjungar og þægindi.
Birtingartími: 19. nóvember 2024